全自动标签品检机主要是通过光学检测技术、图像识别技术等多种技术手段相结合来工作的。
-
图像采集系统
- 工作时,标签会在输送带等传送装置的作用下,以一定的速度通过检测区域。品检机的摄像头等图像采集设备会对标签进行拍照。这些摄像头通常具有高分辨率和高帧率,能够清晰、快速地捕捉标签的图像。例如,一些工业级的相机可以达到每秒几十帧的拍摄速度,确保即使标签在快速移动时,也能获得清晰完整的图像。
- 为了保证采集到的图像质量,照明系统也非常关键。一般会采用均匀的背光或者前光照明,背光照明可以突出标签的轮廓和内部的图案、文字细节,比如对于一些透明标签或者有防伪水印的标签检测很有帮助;前光照明则更适合检测标签表面的颜色、光泽等特性。
-
图像识别与处理系统
- 采集到的图像会被传输到计算机系统进行处理。首先,图像会被数字化,转化为计算机能够理解的数字信号。然后,通过专门的图像处理软件进行分析。
- 软件会对标签的尺寸进行检测。它会根据预先设定的标准尺寸参数,测量标签的长度、宽度、对角线长度等。例如,如果标签的标准长度是 10 厘米,允许的误差范围是 ±0.1 厘米,软件就会判断实际采集到的标签长度是否在这个范围内。
- 对于标签上的图案和文字,品检机采用模板匹配技术。它会将采集到的图案和文字与预先存储的标准模板进行对比。比如,标签上有一个公司的 logo,软件会逐像素地比较采集到的 logo 图像和标准 logo 图像的形状、颜色、位置等信息。如果有差异,就可能判定标签有缺陷。
- 颜色检测也是重要的一环。通过色彩空间模型(如 RGB、CMYK 等),软件可以准确地检测标签的颜色。它可以判断颜色是否准确,是否存在偏色现象。例如,对于一个要求是纯红色(RGB 值为 255,0,0)的标签区域,如果检测到的 RGB 值为 240,10,10,就可能判定颜色不合格。
-
缺陷判定与分类系统
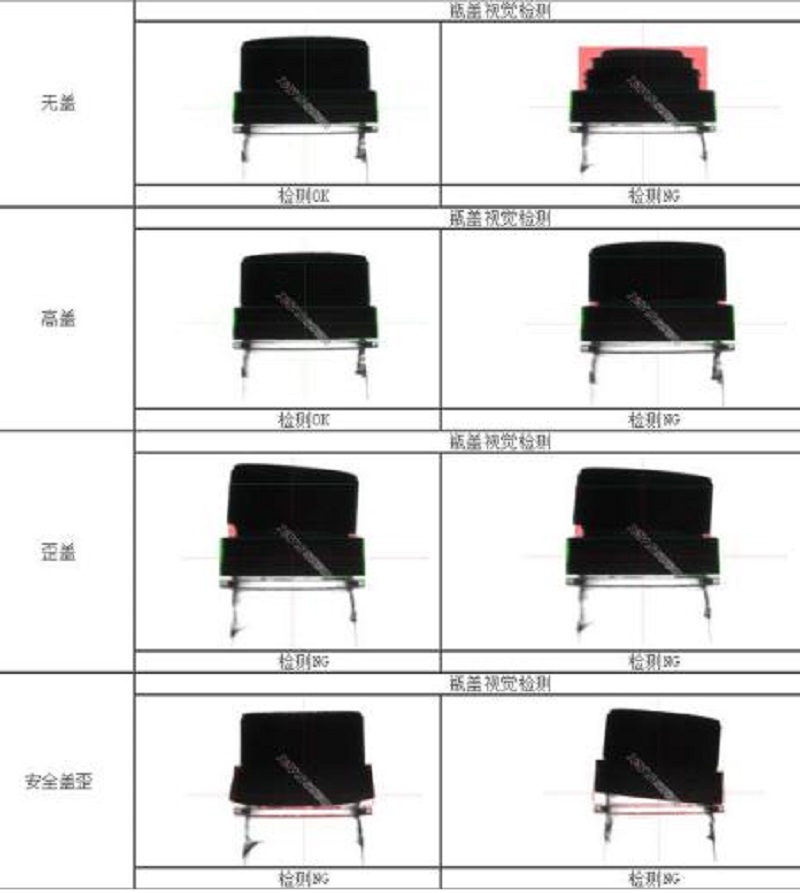
- 根据图像识别和处理的结果,品检机进行缺陷判定。如果标签的尺寸、图案、文字、颜色等任何一个方面不符合预先设定的标准,就会被判定为有缺陷。
- 对于不同类型的缺陷,品检机会进行分类。例如,将尺寸偏差的缺陷归为一类,图案缺陷归为一类,颜色缺陷归为一类等。这样方便后续的统计和质量分析,企业可以根据缺陷分类的数据,找出生产环节中存在的主要问题,从而采取针对性的改进措施。
-
剔除系统(可选)
- 一些先进的全自动标签品检机还配备了剔除系统。当检测到有缺陷的标签时,系统会发出信号,触发剔除装置。剔除装置通常采用喷气式或者机械臂式。喷气式剔除是通过向有缺陷的标签喷射高压气体,将其从传送带上吹离;机械臂式剔除则是利用机械臂将有缺陷的标签抓取并移除。这样可以保证只有合格的标签进入下一道包装等工序。